
Actualités

EWELLIX une entreprise chambérienne
Ce vendredi 31 mars 2023, Nicolas GURET, GM 2006, a reçu le Groupe ENISE Alumni de Chambéry afin de visiter son entreprise EWELLIX. Nous étions accompagné par Lionel DUMAS, GM 1986, qui travaille aussi chez EWELLIX.
Ce fut pour nous, la découverte d'une belle usine qui fabrique des composants de haute valeur mécanique et technologique.
Si EWELLIX ne vous dit rien, peut être que TRANSROLL vous en dit un peu plus car l'évolution des entreprises fait que TRANSROL SKF est devenue au fil du temps EWELLIX, qui dépend maintenant de Schaeffler AG.
En effet, les vis à billes et à rouleaux sont fabriquées là. A partir de lopins d’acier comme le 25 CD4 sauf les billes qui sont achetées. Pour bien comprendre la conception, il faut se représenter les différences entre un roulement à billes, un roulement à rouleaux et une douille à billes
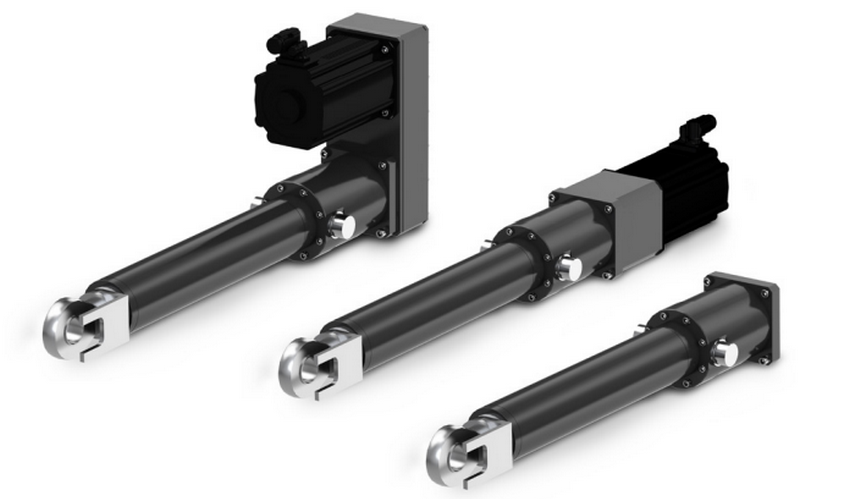
A ces vis sont liées des moteurs électriques et nous avons ainsi des vérins électriques

Les vérins électriques
Ils transforment un mouvement rotatif en un mouvement linéaire comme le couple vis/écrou mais uniquement avec du roulement donc avec un rendement élevé et peu ou pas de jeu. On en trouve dans tous les automatismes ou la précision est importante pour des efforts faibles ou élevés.
Ils peuvent être très spécifiques et produits rarement en grande série mais très souvent en petites série ou à l’unité selon cahier des charges du client. La plupart du temps, l’écrou est lié au mobile à déplacer.
Les diamètres vont de quelques millimètres jusqu’à plus de 200mm. Les longueurs peuvent atteindre 8 mètres.
D’une manière générale, ils doivent être utilisés avec de préférence la vis en traction pour des comportements au flambage assez délicats contrairement aux tiges de piston des vérins hydrauliques. Et l’ennemi de la longévité des vérins électrique est la présence de poussières. Les protections par soufflets sont indispensables de part et d’autre de l’écrou.

Les vérins à vis à billes
Dans une douille à billes, les billes tournent sur elles-mêmes et sont recirculées dans une gorge dans l’épaisseur de la douille pour chaque rangée de billes. Le cheminement est en forme de O aplati dont une seule branche touche l’arbre traversant. Dans un écrou à billes, celles-ci doivent être recirculées de l’arrière vers l’avant dans une gorge pour compenser le mouvement relatif.
Les vérins à rouleaux
Comme la recirculation est impossible, ils sont entrainés à chaque bout par une bague/engrenage cycloïdal de manière à les maintenir en bonne position dans l’écrou.
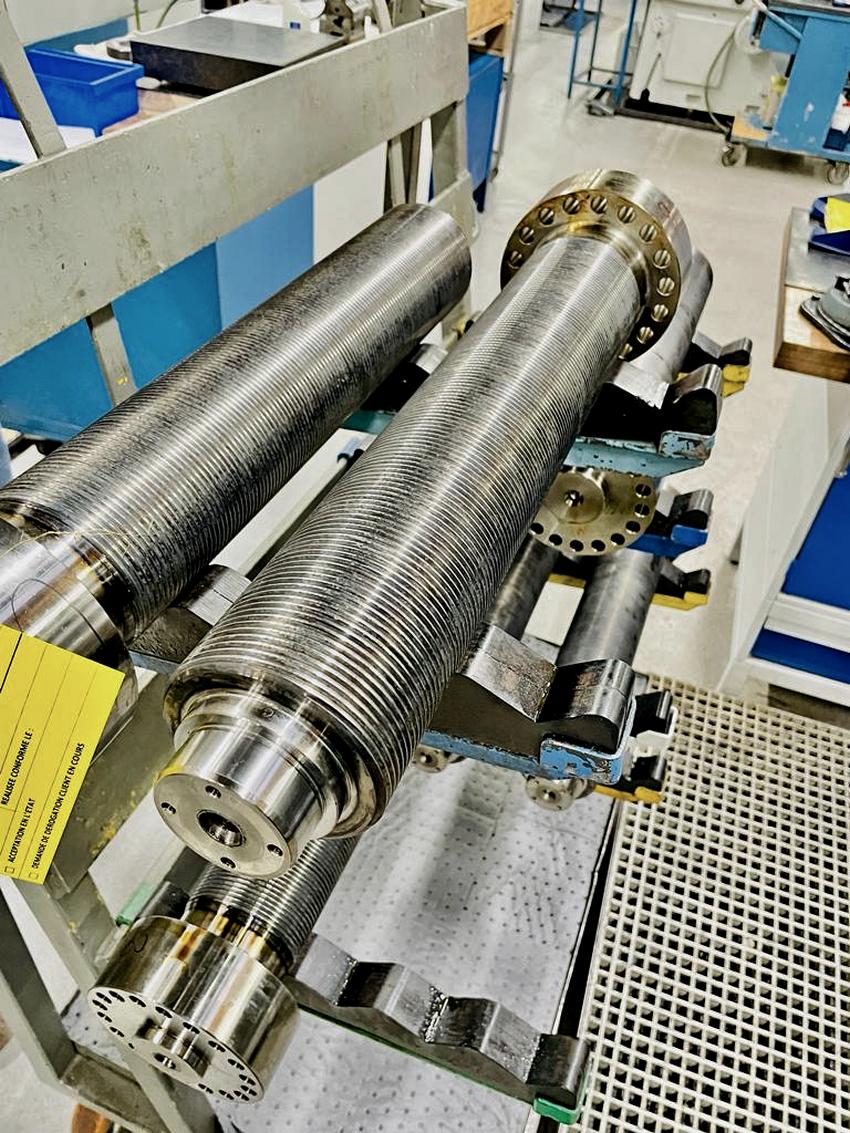
Nous commençons la visite par les vérins à billes
Ebauche sur tours CN de différentes longueurs avec lunettes à suivre pour les grandes longueurs et surprise : des presses hydrauliques de redressage entre vés mobiles avec commande et contrôle manuels par comparateurs. C’est un poste délicat qui nécessite un gros savoir-faire pour redresser une barre de 8 mètres avec quelques dixièmes de millimètre de faux-rond. Etape obligatoire pour TOUS les éléments réalisés dans l’usine.
Les barres sont ensuite transférées dans l’atelier de formage du pas de vis par déformation à froid entre trois galets. Le mouvement est assez lent, de l’ordre d’un mètre par minute et avec des efforts importants. La surface spiralée écrouie ainsi obtenue sera le chemin de contact des billes sans retouche.
On peut imaginer la complexité, la qualité et la précision de réalisation des galets générateurs… pour des vis à pas multiples également. Ces outils sont des valeurs intrinsèques de la société.
Certaines vis sont trempées par induction sous tension. Elles seront rectifiées ultérieurement ou non suivant précision.
Les écrous sont réalisés aussi sur des centres d’usinage de précision car les tolérances sont en-dessous du centième. Les billes achetées sont classées par séries selon leurs dimensions inférieures au micron selon qu’il s’agit de vis avec ou sans contraintes selon les efforts et « jeux » éventuels du cahier des charges client. Il va sans dire que le montage est manuel ainsi que les contrôles unitaires en fin de fabrication.

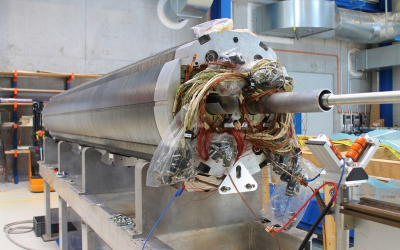
Visite des vérins à rouleaux
Les ébauches sont sensiblement les mêmes que pour les vis mais avec des diamètres plus gros car ils sont nécessaires pour transmettre des efforts plus importants.
Là aussi, la complexité des éléments constitutifs exige une extrême précision. On entre dans l’atelier climatisé à 20°C+/- 1°C pour réaliser des cotes au micron. Les bancs des rectifieuses sont en granit et les comparateurs de type « Pupitas » décorent tous les postes de travail équipés de cales étalon. L’usure des meules est contrôlée et compensée en permanence même pour les rectifieuses de filets.
Pour les contrôles machine, les comparateurs au micron sont équipés de plateaux pour les cotes entre dents des galets et pour une plus grande précision indépendante du doigté de l’opérateur, la touche « fixe » du palmer est équipée d’un comparateur à ressort taré.
Compte tenu de ce qui précède, il est évident que la main-d’œuvre est de grande qualité et que la formation du personnel constitue une valeur essentielle qui n’est pas prête d’être en concurrence avec la meilleure intelligence artificielle.
Nicolas GURET avec l'aide de Lionel DUMAS nous ont présenté l'entreprise EWELLIX puis nous avons découvert les ateliers.
Pour les GM ce fut un ravissement de découvrir des moyens de production modernes et très techniques et nous avons pu constater que les opérateurs ne seront pas encore remplacés par des machines.
Dans cette entreprise, les opérations techniques réalisées par des humains ont une importance considérable pour obtenir des produits d'une telle qualité
Reportage réalisé par André MAINTIGNEUX, GM 1973 et Bernard GIRAUDET, GM 1975


 7
7










Aucun commentaire
Vous devez être connecté pour laisser un commentaire. Connectez-vous.